- 1模擬環境試驗箱
- 2材料力學試驗機
- 3塑料材料試驗機
- 4材料阻燃測試設備
- 5磨耗儀刮擦試驗儀
- 6橡膠材料試驗機[無轉子...
- 紙張紙箱試驗機[破裂強度...
- 電線電纜試驗機[線材彎折...
- 金屬材料試驗機[杯突試驗...
- 不干膠|膠帶檢測[ 剝離...
- 服裝鞋類檢測設備
- 涂料,油墨檢測儀器
- 常用常見測試儀器
-
汽車零部件試驗機
- 光伏行業試驗機
- 鑄造行業設備
熔體流動速率方法介紹
熔體流動速率(也稱熔融指數)是一種表示塑膠材料加工時的流動性的數值。它是美國量測標準協會(ASTM)根據美國杜邦公司慣用的鑒定塑料特性的方法制定而成,其測試方法是先讓塑料粒在一定時間(10分鐘)內、一定溫度及壓力(各種材料標準不同)下,融化成塑料流體,然后通過一直徑為2.095mm圓管所流出的克(g)數。其值越大,表示該塑膠材料的加工流動性越佳,反之則越差。
工業上常用熔融指數以區不分不同牌號的聚乙烯樹脂、聚丙烯樹脂。一般來說看,分子結構接近的前提下,熔融指數值越低,樹脂的分子量越高。數均分子量相同時,星形高分子樹脂、樹枝型高分子樹脂、分子量分布較寬的樹脂的MI較高,線性高分子樹脂、分子量分布較窄的樹脂的MI較低。熔融指數越大,聚合物熔體的流動性越好,但平均分子量越低。熔融指數與加工條件,產品性能及經驗聯系起來,具有較高的實際意義。
1. 案例背景
接收到客戶HDPE塑料測試樣品,要求根據GB/T 3682-2000測試標準完成試驗并給出測試結果。
2. 測試方法簡述
樣品:
1.只要能裝入料筒內膛,試樣可以任何形狀。
2.試驗前應按試樣規格標準,對材料進行狀態調節,必要時,還應進行穩定化處理。
儀器的溫度校準、清洗和維護:
1.控溫系統的校正。溫度控制系統的準確性應定期校正,校正時選用的材料必須能夠充分流動。
2.儀器清洗。測試之后 都要把儀器徹底清洗,料筒可用布片擦凈,活塞應趁熱用步擦凈,口模可以用緊配合的黃銅絞刀或木釘清理。每次試驗完畢,再加上砝碼加壓,使快速擠出余料后,抽出料桿,用清潔紗布趁熱擦洗干凈,然后用口模頂桿將口模自下而上頂出料筒,用口模清洗桿及紗布清洗口模內外,再在料筒上部加料口鋪上干凈紗布(50×50mm左右,二層),將清洗桿壓住紗布插入料筒抽拉旋轉清洗料筒內壁,反復多次。對于不易清洗干凈的物料可趁熱在需要清洗的地方(內壁、口模內外、料桿)涂一些潤滑物,如硅油、十氫萘、石蠟等。
實驗條件
表1.標準試驗條件
.jpg)
試驗步驟:
1.清洗儀器。在做一組試驗之前,要保證料筒在選定溫度恒溫不少于15min。
2 根據預先估計的流動速率(見下表2),將(3~8)g樣品裝入料筒。根據材料的流動速率,將加負荷或未加負荷的活塞放入料筒。
3 在裝料完成后4min,溫度應恢復到所選定的溫度,此時應把選定的負荷加到活塞上。讓活塞在重力的作用下降,直到擠出沒有氣泡的細條。這個操作時間不應超過1min。用切斷工具切斷擠出物,并丟棄。然后讓加負荷的活塞在重力作用下繼續下降。當環形標線到達料筒頂面時,開始用秒表計時,同時用切斷工具切斷擠出物并丟棄之。
4 逐一收集按一定時間間隔 的擠出物切段,切段時間間隔取決于熔體流動速率,每條切段的長度應不短于10mm,*好為(10~20)mm。
5 當活塞桿的上標線達到料筒頂面時停止切割。丟棄有肉眼可見氣泡的切段。冷卻后將保留下的切段(至少3個)逐一稱量,準確到1mg,計算它們的平均質量。如果單個稱量值中的*大值和*小值之差超過平均值的15%,則舍棄該組數據,并用新樣品重做試驗。
表2.試樣質量選擇對應表
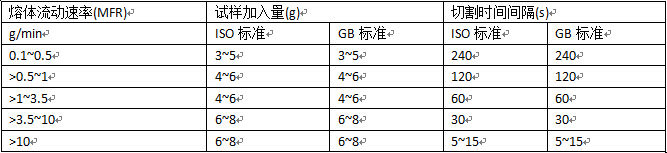
注:當材料的密度大于1.0g/cm3時,可能需要增加樣品的用量。
.jpg)
熔體流動速率測試儀裝置示意圖
主要結構
爐體:有控溫裝置,波動在±0.5℃,溫度監測裝置,精度±0.1℃
活塞:長度大于料筒,放入料筒后,下標環形記號與料筒口平齊,活塞底面與標準口模的上端相距約50mm
標準口模:碳化鎢制成,外徑與料筒內徑成間隙配合
負荷:活塞桿與砝碼的質量之和
結果計算
丟棄含有氣泡的切段。冷卻后,將保留的切段(至少3段)注意稱量,計算他們的平均質量。用以下公式計算溶體質量流動速率值,單位g/10min。
.jpg)
測試結果記錄
.jpg)
3. 結論
由以上測試分析結果可知,該HDPE的MI為3.78g/10min。客戶在加工注塑成型過程中可以參照此值工藝調整。
4. 參考標準
GB/T 3682-2000 熱塑性塑料熔體質量流動速率和熔體體積流動速率的測定
